

软管制作过程 利通将质量标准强化到每个员工内心
2021-02-05
2020利通公司取得成立以来历史新高,实现了200万米的每月生产产量,利通为了进步,每年都要求全员学习精益工作法,学习知名企业的管理办法,引进田工作方法通过国家实验室认可设立液压检测中心,顺利通过漯河创新技术奖,等众多创新奖项,OMA生产线的顺利试产,面向各大市场提供全方位系统化,软管制作过程。
2015年1月22日,利通液压荣获2014年度漯河市市长质量奖,2015年4月13日,利通液压参展2015汉诺威工业博览会拥有自主品牌的超级大力神系列产品,超级大力神等寿命,超耐磨UPE物料输送软管在展会在等到国际客户的咨询和关注。这标志着国内在软管高端应用的时代已经结束。国内品牌拥有了与国际同类产品竞争的一席之地。
公司经过研发推出的等通径胶管产品,在国内技术属于中流砥柱地位,解决了胶管介质因涡流产生的巨大阻力,使用时大大提升效率,减少能量传递损耗,大大填补市场空白,也完美解决了在特殊领域,特殊装备等应用场景,解决了客户在特殊领域应用的痛点,大大延长了胶管使用寿命提高了使用效率,软管制作过程。
利通液压在生产工艺方面一直讲究精益求精,特别是锻造余热处理方式的技巧。无论是锻造余热淬火,还是用余热调质等各种锻造工艺,利通技术人员都轻车熟路,整个过程都不会问题。依据不同的生产工艺和产品需求的要求,在不同的阶段采用严格的生产方式,获得我们所需的组织和机械性。
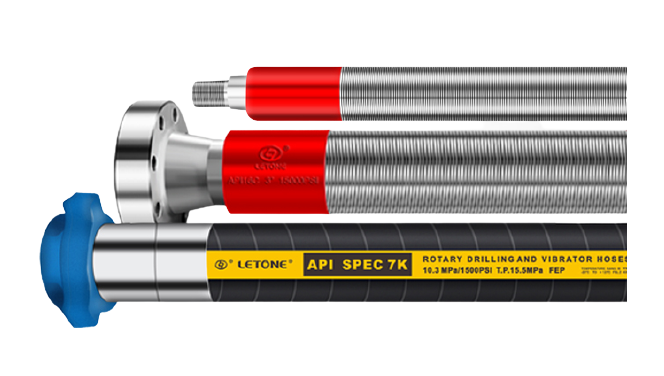
软管制作过程,LT303API16D系列——BOP井控软管:主要用于防喷器的液压控制。工作压力5000PSI,爆破压力可以达到7500PSI。可以在705℃的温度下直接暴露于火焰中5分钟以上,以确保控制系统可以在紧急情况下运行。内胶层采用NBR橡胶,4层高强度螺旋钢丝缠绕,外部铠装保护管体,整体特性满足API16D的技术要求。
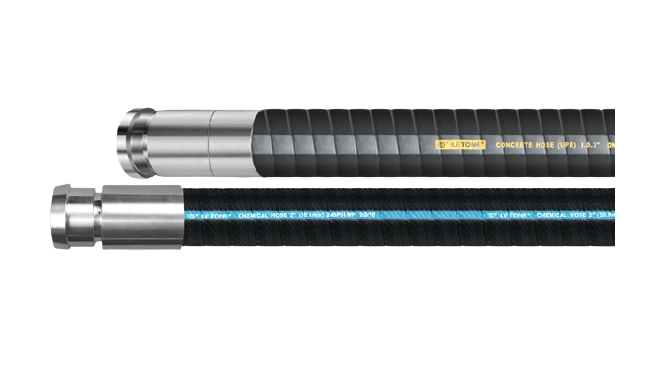
多功能化学品输送管,内层为PTFE、UPE两种,根据节制的不同可以选择不同类型的内层,此为定制型软管,具有良好的弯曲半径以及耐酸碱性能,可以输送98%的工业化学品,中层采用单层或者两层的螺旋钢丝骨架层,可以很好的防止吸排作业过程中,因产生负压将管子压扁的情况。管子从9mm到200mm都可以定制。耐低温性,可在-30摄氏度下正常使用。
近期,由中国行业协会主办,行业集团、行业协会协办的第四届中国回收纸行业大会在重庆金陵大饭店举行,来自全国各地的行业企业及协会参加了本次大会。企业作为再生资源企业的中流砥柱企业也远赴重庆参与了这次盛会。本次大会以“激发新动能、迎接新常态”为主题,将环保与两网融合作为特殊专题进行研讨。企业在本次大会上,认真学习了协会提出的理念,并将该理念引入到产品研发中。
分享: